Оборудование для производства профнастила HC35

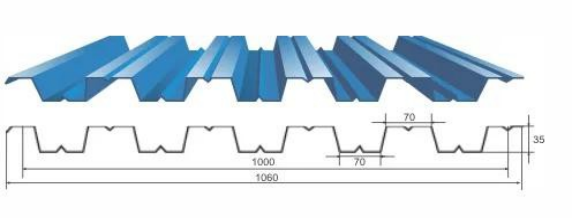
Чертеж профнастила HC35
Основные характиристики линии:
Толщина металла:0.35--0.7mm
Ширина обработки металла: 1250mm
Скорость производства:0---23m/min
Кол-во рабочих клетей: 17клетей
Диаметр клетей:Φ80mm
Габариты:8000х1500х1400 мм
Вес оборудования : 5.7T
Мощность: 15.0kw
Технология производства и состав линии:
Процесс технологии производства : подача металла---профилегиб
----гидра-вырезание----готовый профнастил
Состав линии:
1. Разматыватель
2. Плита введения металла
3. Стан профилегибочный
4. Отрезное устройство(автоматическое)
5. Система гидравлического пресса
Система автоматического управления (САУ) фирмы Mitsubishi
Счётчик
Приемный стол
общие сведения конструкции линии
1. Двухпорный разматыватель
Предназначен для непрерывной подачи ленты из рулона в прокатный стан. Внутренний диаметр рулона, 508-610мм, Осевая нагрузка 7т. Мощность 3кВт.
2.Стан профилегибочный
Предназначен для последовательного гиба и формовки полосы проката до требуемой конфигурации профиля. На раме прокатного стана установлены формующие клети, ножницы гильотины профильные, направляющее заправочное устройство, электропривод.
Мощность:11кВт.(скорость регулировки преобразованем частотой)
Сталь роликов: Cr12 закалкой HRC56-60градусов. Цепь:1.5
3.Отрезное устройство(автоматическое)
Установлены на раме прокатного стана. Фигурный нож обеспечивает качественную отрезку профиля необходимой длины.Это устройсиво входит ножа 2шт.(материал из Gcr12 ). По размеру резит компьютером.
4. Система гидравлической станции
Применение топливный насос зубчатки в управлении, введение гидросмесь в гидроцилиндр системы отрезного устройства для привода отрезного устройства к резке металла.
Состов :
гидробак 1 комплект, гидронасос 1 комплект, гидротруба 2 шт,
электромагнитный вентиль 2 пары.
Мощность двигателя топливного насоса:4,0kw
Норма гидросмесь:46#
5.Система автоматического управления (САУ)
Русское, английское меню.Японская PLC Mitsubishi,ЖК-сенсорный экран
Оборудование для производства профнастила укомплектовано новейшей системой автоматического управления (на базе современного контроллера Mitsubishi, стойка фирмы RITTAL). САУ предназначено для автоматизации процесса прокатки с возможностью управления такими важными технологическими параметрами, как: скорость прокатки (с функцией оптимизации критерия производительность - качество), количество - длина профилей, паузы технологического цикла. Пульт оснащен жидкокристалической сенсорной панелью (система индикации основных технологических параметров и оповещения аварийных ситуаций).
Достоинства САУ:
обеспечивает плавный пуск-стоп линии (пуск линии без рывков
нет пробуксовки прокатного стана, отсутствует резкое натяжения цепей
отсутствуют пусковые токи, вызывающие поломки электрической схемы);
обеспечивает долговечность эксплуатации (щадящий режим);
увеличение производительности и улучшение качества выпускаемой продукции
(отсутствие человеческого фактора);
обеспечивает точность реза по длине плюс и минус 0.1мм на 6м профиля;
6. Счётчик считает отработанную длину профнастила и ИНПч
7. приемный стол
Предназначен для приема мерно - нарезанных листов профнастила из ножниц прокатного стана и формирования пачек готового профиля. Всего 2 шт.по длине 3 метра. |